座ぐりと深座ぐりの違い
座ぐりと深座ぐりは、両者ともに穴をあけた際、ボルトやねじなどの頭が飛び出さないようにしたり、締結力を確保するために表面を滑らかにしたり等の理由から穴の入り口をさらに大きな直径で1段深く削り落とす加工のことを言います。ネジやボルトを締める穴をあける際にはよくこの座ぐりが指定されることになります。
座ぐりと深座ぐりの違いというのは名称が示すのとは裏腹に、深座ぐりが単に深く段差を設けるというのではなく、どれだけ深く削り落とすかを指定することができるという点にあります。
座ぐりの加工範囲と意味
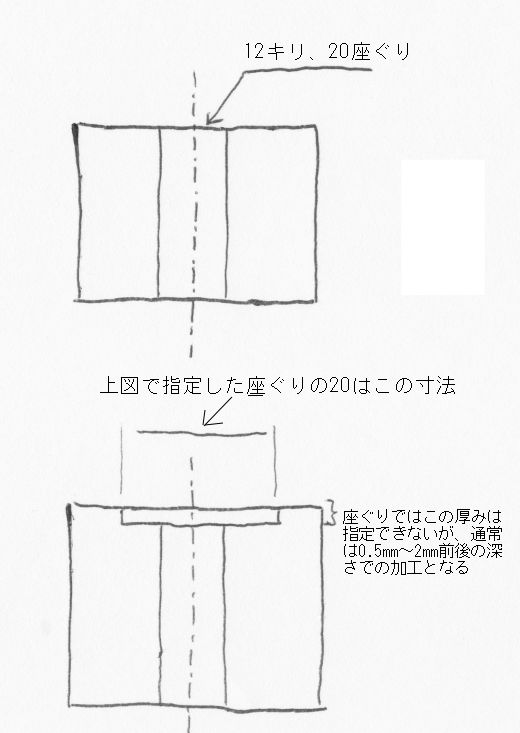
座ぐりについては、下図のように「12キリ、20座ぐり」と図面に記載した場合、12mmのキリ穴に対して、直径20mmの座ぐり加工を施すという意味となりますが、この場合、座グリの深さ自体は指定ができません。一般に、座ぐりの深さは0.5mmから2mm前後になることが多いですが、深さ自体を指定できないため、加工者任せとなり、ばらつきが発生します。座ぐりの目的は、表面の凹凸が激しいときなどにネジの締結面に凹凸があたってよく締まらないときに平面にならすというような使い方をします。したがって、座グリ自体の深さは指定されないわけです。
深座ぐりの意味
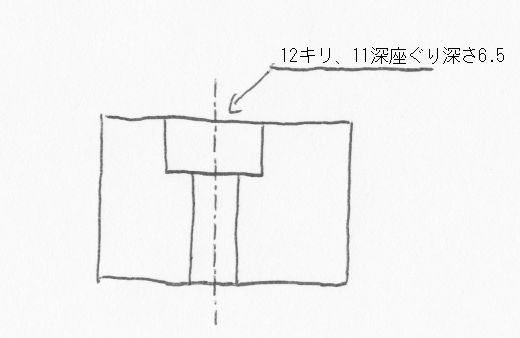
対して、深座ぐりの場合、「12キリ、11深座ぐり深さ6.5」のように表記し、1段下へ掘り進む座ぐり加工の深さを「深さ6.5」の部分で指定することができます。下図の表記の場合であれば、12mmの直径をもつドリルを使って穴をあけ、座ぐり加工の直径は11mm、座ぐり加工の深さは6.5mmという意味となります。
このように座ぐりの深さ自体を指定する加工を深座ぐりと呼びます。ボルトの頭は径や高さに違いがあるため、座ぐり加工では深さがまちまちであり、完全にボルトやネジの頭を出さないようにするためには深座ぐりで、座ぐりのどこまでの深さで加工するか指定しておく必要があります。これによりボルトの頭をワークに対して完全に埋め込んでしまうことも可能です。
スポンサーリンク
- 砥石Q&A一覧へ戻る
- ザグリとキリの違い|図面でのキリ、ザグリの意味は
- φとキリの違い|製図でのφとキリの寸法表記の意味
